Actually, I was pleased and honored to be chosen to make the Great Lakes Beadworkers’ Guild's first commemorative bead. After coming up with a design then I had to make the beads. 300 of them, in fact.

dscn2295.jpg[1]
On the left is the annealing kiln; my head blocks the controller that regulates its temperature. The pink wrapped thing with sample strands hanging from it is the hood; the rectangular objects in front of it is a hinged aur92/boro shield, which I use instead of glasses to filter out the sodium flare. Behind the shield, under the hood is a plate of murrini, the commemorative cane slices. The theory is that being right under the torch flame, its waste heat would pre-warm them. (No such luck.) To the right mandrel blocks and mini-muffin tins with Thompson enamels and frits. The table is steel, coated in beeswax to prevent rust.

dscn2341.jpg
Here you can actually see the torch, a lynx triple surface mix, or rather its candles, and the torch mounted marver. Since these are small, hollow beads, I don't need a lot of heat, so the candles are adjusted to about 1/4” (about 6–7mm) in length. I'm just starting to wind the first half of a bead onto a mandrel, a 1/16” diameter piece of welding rod made of 308 or 316 stainless steel, coated with a claylike substance called bead release, which is similar to kiln wash, and performs much the same function.
dscn2321.jpg
Continuing to wind the bead. The hand holding the rod is behind the shield, called aur for the gold content, which gives that pink cast, though the aur-92 glass itself looks blue. That fuscia round thing is part of the respirator: glass dust in any case is bad for the lungs, and thompson enamels emit some truly terrible fumes.

dscn2342.jpg
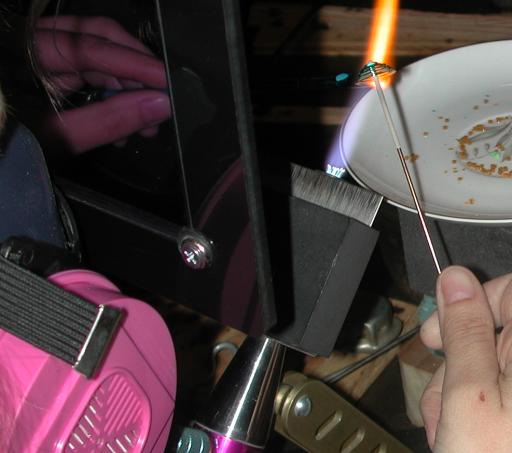
This shot, from the other side, gives a clear view of the dark aquamarine glass rod that I use to make the base bead. It is Effetre, commonly called Moretti, a (soft) soda lime Italian glass and the most popular amongst beadmakers. Both the rod and the clay-like bead release, the grey stuff on the wire, or mandrel, must be red hot when starting hollow beads, or they will develop leaks by the holes and collapse. If you look at the large version of this image you can just barely see the faint glow of the bead release where I've pre-heated it.

dscn2344.jpg
Continuing the wind. Note that the bead stays beside the flame. The coils already wound must be relatively stiff to hold their shape; but if they get too cool, they pull away from each other, and leaks develop.

dscn2345.jpg
The second half the bead is almost done. The goal is to make two halves the same size and shape, that meet at the equator. Such a bead nearly seals itself; and if the glass is initially laid down straight (perpendicular to the mandrel) as well, the bead will have a beautiful shape.

dscn2325.jpg
This shot gives a better sense of the complete setup. I make sample beads of all the kinds of glass I use, invaluable references when designing or reproducing a bead. The hood sucks away the nitrous oxides and other waste gases, but is not sufficiently powerful to deal with dusts from frits and powders. Long sleeves help to prevent burns from flying glass.

dscn2347.jpg
The narrow triangular black shape above the bead is a marver, a fine particled-graphite paddle mounted on a handle. Hot bead edges of this type on their own tend to curl inward on themselves, like day old jack-o-lanterns instead of joining to each other; by heating the edges of the two half-spheres and rotating the bead rapidly, the heat gradient (that is, the fact the lips of the half-spheres are the hottest) and tangential force cause the edges, or lips to flare out; the marver guides them together, into a smooth sphere.

dscn2330.jpg
I had quite a bit of leeway, 1MM each way, of the designated size. By checking the size of the beads periodically with a brass caliper, I could tell whether I was wandering too far from the designated size, and make future beads larger or smaller, accordingly. Because the bead would be reheated in the future I didn't worry about thermal shock cracking the bead; and because I had to wait a bit for the bead to stiffen anyway before starting the next step, measuring the beads took very little extra time.

dscn2306.jpg
The Thompson enamel company has manufactured a line of beautiful, opaque, saturated colors specially formulated to be compatible with Effetre glass. I used 9550, 9560 and 9660—two shades of aqua and one of cobalt blue—to decorate the surface by rolling the bead in the first color and touching it to the other two. Unlike opaque glass, which is typically softer than transparents, thompson enamels are much stiffer than the base glass, which can make for some odd flat spots. In this case, however, the lower viscosity of the enamel coating worked for me, rounding out beads that initally looked more like one of those hatted squash.

dscn2353.jpg
In order for any surface treatment to stick, the bead must be relatively hot; and the bigger the item and hence the more heat it absorbs, the hotter the bead must be. Thus, applying thompson enamels doesn't distort beads, but mashing the bead into the larger frit often does. But as it heats up, it puffs out again, if not to badly squashed out of shape to begin with. In any case, hollow beads are much more easily distorted than solid ones.

dscn2355.jpg
Murrini require a delicate compromise between adequate heat and stiffness of the base bead to apply—too warm, and the bead is squashed out of shape—too cold, and they won't stick. Though standard size murrini are often applied with tweezers, I rely upon the heat of the base bead to attach these. I let the bead cool from red hot, then gently heat the murrina, paddle it down, heat it again, and then paddle it, repeating this process to gently flatten the cane without distorting (too badly) the underlying design.

dscn2338.jpg
Though signature canes are traditionally white with black lettering (actually, black glass is very dark transparent purple) these are yellow, so as to match the frit: even though the murrini are small, the bead is unusually so for this kind marking, and I wanted it to blend in. After a finally shaping and overall warming, the bead is finished...

dscn2339.jpg
And placed in the annealer. When I'm done for the day, they'll soak at 980 degF for half an hour, and then ramp down. At 500, the kiln shuts down. Since these beads have a wall thickness of something like 2mm, they're more resistant to thermal shock (the thinner the glass the more evenly it heats and cools) and can safely be pulled out by the time they reach 250–300 or so, so the schedule can be shortened to as little as 2-1/2 hours, though typically I start the annealing cycle at the end of the day and wait till the next morning to see my goodies.
I've thoroughly enjoyed making these beads for my fellow members of the Great Lakes Beadworkers Guild, and hope they will give their recipients equal pleasure; and I look forward to seeing the myriad ways into which they're further incorporated into the many kinds of beadwork the GLBG has fostered in its decade long existance.
[1]Updated from t/l/d format to standard, 26apr14.
Unless otherwise noted, text, image and objects depicted therein copyright 1996--present sylvus tarn.